Industry News
Stable Production, Cost Reduction, and Environmental Compliance in Lime Rotary Kilns — Practical Control Strategies Based on Air–Heat–Material System Coordination
2026-05-28 16:48:19
We are Liming Heavy Industry, a manufacturer of various types of industrial crushers, such as Raymond Mill, Trapezoidal Mill, Vertical Mill, Ultrafine Mill, Ball Mill, etc.
Our mills can process the following minerals:
limestone, quicklime, kaolin, talc, barite, bentonite, calcium carbonate, dolomite, coal, gypsum, clay, carbon black, slag, cement raw materials, cement clinker, etc.
If you need a mill to process stone or minerals into powder, please feel free to contact me (WhatsApp: +8615333807511). Thank you.
Keywords: Lime Rotary Kiln, Active Lime Production, Kiln Oxygen Control, NOx Reduction, Secondary Air Management, Kiln Negative Pressure, Air Leakage Control, Lime Calcination, Thermal System Optimization, Rotary Kiln Operation
Abstract
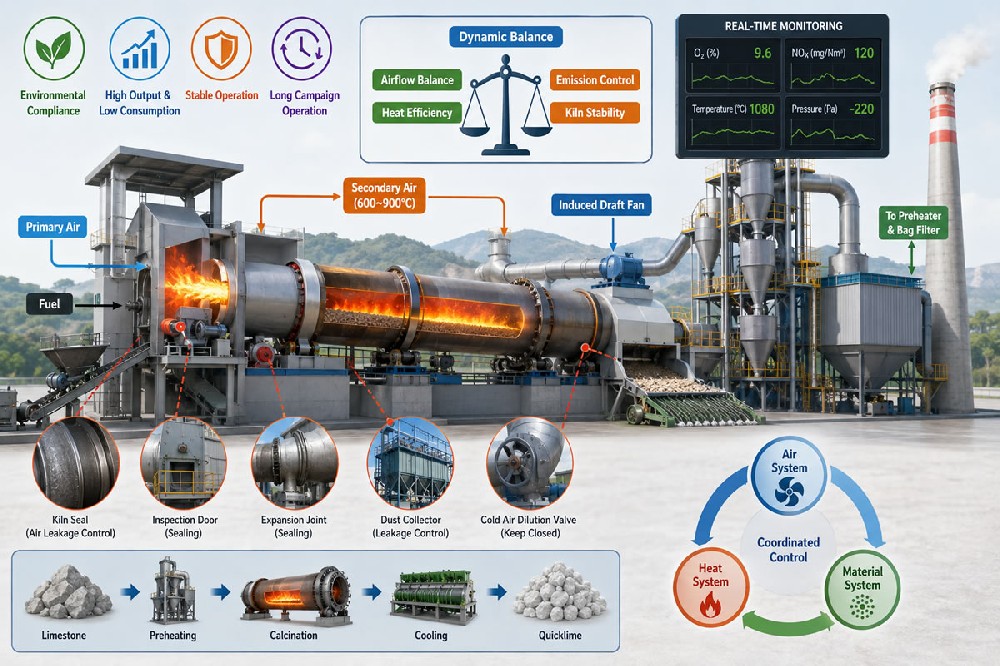
Under increasingly stringent industrial furnace emission regulations worldwide, pollutant concentrations from lime rotary kilns are commonly corrected to a reference oxygen content, typically 10% O₂. In actual production, excessive oxygen levels caused by air leakage, unstable airflow, or improper combustion management can significantly amplify corrected NOx and SO₂ values, even when measured emissions appear acceptable.
At the same time, lime producers face continuous pressure to maintain high output, low fuel consumption, stable kiln conditions, and long campaign operation. These objectives are often mutually restrictive.
Based on more than 20 years of field experience in lime kiln commissioning, thermal optimization, and troubleshooting across Asia, the Middle East, Africa, Europe, and Latin America, this article systematically analyzes the operational balance between four critical dimensions:
High-temperature calcination efficiency
Environmental compliance
Production capacity and fuel economy
Long-term kiln stability and ring prevention
The article focuses on the core logic behind oxygen correction mechanisms, secondary air allocation, induced draft balance, system-wide air leakage control, combustion stabilization, and low-NOx operational strategies. It proposes a practical management philosophy centered on:
“Prioritize airflow balance and optimize the entire thermal system rather than adjusting isolated parameters.”
The goal is to help active lime production lines achieve stable environmental compliance, lower energy consumption, reduced ring formation risk, and long continuous operating cycles.
1. Industry Background and the Core Contradictions of Lime Rotary Kiln Operation
1.1 Environmental Compliance Has Shifted from Measured Values to Corrected Values
In recent years, environmental supervision of industrial kilns has increasingly focused on corrected emission concentrations rather than raw measured data alone.
For lime rotary kilns, pollutant concentrations are commonly corrected to a standard oxygen content of 10% using the following equation:
C_{corrected}=C_{measured}\times\frac{21-O_{reference}}{21-O_{measured}}
Where:
Oreference = 10%
Omeasured = measured oxygen concentration in kiln exhaust gas
The higher the measured oxygen content, the larger the corrected NOx or SO₂ value becomes. When severe air leakage pushes O₂ levels close to atmospheric conditions, corrected emissions may increase dramatically even if the original measured NOx remains relatively low.
Therefore, in modern lime kiln operation:
Controlling oxygen content is often more important than simply attempting to suppress NOx generation itself.
1.2 Four Core Operational Contradictions in Lime Rotary Kilns
| Operational Conflict | Typical Situation | Common Mistake |
|---|---|---|
| High-temperature calcination vs emission control | CaCO₃ decomposition requires 900–1150°C calcining temperatures, which also promote thermal NOx formation | Blindly reducing airflow and oxygen, leading to underburned lime |
| Higher production vs lower energy consumption | Higher output requires stronger combustion and larger airflow volumes | Forcefully reducing kiln firing rate to meet emission targets |
| Airflow reduction vs kiln stability | Low airflow reduces oxygen but lowers gas velocity | Long-term low-airflow operation causing ring formation and dust buildup |
| Secondary air heat recovery vs oxygen excess | High-temperature secondary air improves efficiency | Excessive hot air introduction increasing corrected O₂ values |
The essence of modern lime kiln operation is therefore not maximizing a single parameter, but finding a dynamic balance between:
Environmental compliance
Production efficiency
Thermal stability
Long campaign operation
2. Understanding the Thermal System and Air–Heat Coupling Mechanism
Lime calcination is a complete thermal exchange process involving:
Preheating
Calcination
High-temperature sintering
Cooling
The entire process depends on the coordinated interaction between:
Airflow system
Thermal system
Material system
2.1 The Critical Role of Secondary Air
Secondary air is recovered from the cooler after heat exchange with hot lime, typically reaching 600–900°C or higher. In most modern rotary kilns, secondary air accounts for 70%–85% of total combustion air.
Proper utilization of secondary air provides:
Lower fuel consumption
Higher flame stability
More uniform burning zone temperatures
Improved lime reactivity
However, excessive secondary air may cause:
Higher corrected oxygen values
Accelerated refractory oxidation
Short, concentrated flames
Local overheating and ring formation
Conversely, over-restricting secondary air reduces gas velocity, allowing fine particles and dust to accumulate inside the kiln system.
2.2 Induced Draft Fan and Negative Pressure Control
The induced draft (ID) fan is the driving force of the entire gas flow system. It determines:
Kiln negative pressure distribution
Gas residence time
Heat exchange efficiency
System airflow stability
Excessive negative pressure causes:
Large-scale cold air infiltration
Higher oxygen content
Higher fuel consumption
Thermal losses
Insufficient negative pressure causes:
Back pressure inside the kiln
Incomplete combustion
Dust spillage and unstable combustion
The ideal condition is to operate with:
The minimum negative pressure necessary to maintain stable gas flow and proper heat exchange.
2.3 Primary Air and Fuel-Air Ratio
Primary air mainly supports:
Fuel transportation
Coal powder atomization
Flame shaping
Ignition stabilization
In most systems, primary air should account for approximately 10%–20% of theoretical combustion air.
Excessive primary air introduces unnecessary oxygen without heat recovery benefits, while insufficient primary air leads to delayed ignition and incomplete combustion.
3. Practical Oxygen Control Strategies for Environmental Compliance
3.1 Four Major Sources of Excess Oxygen
1. Air Leakage (Highest Priority)
The largest source of excess oxygen in lime rotary kilns is uncontrolled cold air infiltration, including:
Kiln hood gaps
Kiln inlet and outlet seals
Preheater inspection doors
Expansion joints
Dust collector leakage
Cold air dilution valves left open
Air leakage not only increases oxygen content but also disrupts thermal balance and local flow fields.
2. Excessive Secondary Air Introduction
Thin cooler bed depth or improper hot air valve settings can introduce unstable and excessive secondary air volumes.
3. Excessive Primary Air Ratio
Overdesigned coal conveying or combustion air settings often introduce unnecessary oxygen.
4. Conservative Operating Habits
Many operators maintain excessive airflow for perceived safety margins, resulting in permanently high excess air coefficients.
3.2 Recommended Low-Cost Oxygen Reduction Measures
Establish weekly air leakage inspection programs
Replace worn kiln seals and graphite blocks
Maintain material seals in dust collector discharge systems
Keep cold air dilution valves closed during normal operation
Dynamically adjust secondary air based on kiln load
Stabilize fuel feeding and avoid sudden thermal fluctuations
Most importantly:
When oxygen rises, operators should first investigate leakage and airflow balance before reducing combustion intensity.
One of the most damaging operational mistakes is:
Artificially suppressing oxygen by drastically reducing induced draft airflow.
Although this may temporarily improve corrected emission values, it almost inevitably causes long-term ring formation and unstable kiln conditions.
4. Secondary Air Coordination and Airflow Linkage Control
4.1 Indicators of Proper Secondary Air Adjustment
Operators should evaluate secondary air conditions based on:
Kiln hood temperature stability
Tail-end oxygen content
Flame length and shape
Burning zone temperature distribution
Specific fuel consumption
Well-balanced secondary air produces:
A stable flame
Uniform calcination
Lower coal consumption
Reduced thermal stress on refractories
4.2 Coordinated Adjustment Logic
During production increase:
Increase kiln speed first
Increase feed rate and fuel input
Fine-tune secondary air and ID fan settings
Never sharply increase fuel before airflow stabilization, as this often causes:
Temperature spikes
NOx surges
Combustion instability
5. Risks of High Negative Pressure and Low-Airflow Operation
Some plants attempt to reduce oxygen by operating with:
High negative pressure
Restricted airflow
This approach creates several severe risks:
More aggressive air leakage infiltration
Reduced gas velocity
Dust accumulation on kiln walls
Formation of initial coating layers
Progressive ring formation
Fine lime dust combined with low-temperature sticky phases gradually forms hard kiln rings that eventually require shutdown for removal.
6. Stable Thermal Control for Simultaneous NOx Reduction and Ring Prevention
6.1 Suppressing Thermal NOx Peaks
Thermal NOx generation increases exponentially with flame peak temperature.
Key operational principles include:
Stable coal fineness
Controlled burning zone temperature
Avoiding local overheating above 1300°C
Optimizing axial and swirl air ratios
The ideal active lime burning zone generally remains within:
1050–1150°C
6.2 Maintaining a Mild Oxidizing Atmosphere
The kiln atmosphere should remain slightly oxidizing without excessive oxygen surplus.
Oxygen deficiency causes:
CO formation
Delayed combustion
Preheater secondary combustion
Increased coating formation
Excess oxidation causes:
Higher corrected emissions
Thermal inefficiency
Refractory oxidation damage
6.3 Practical Ring Formation Prevention
Control limestone fines content
Reduce SiO₂ and Fe₂O₃ impurities
Operate with “thin bed + fast burning” logic
Avoid prolonged low-airflow operation
Monitor preheater resistance changes carefully
7. System-Wide Air Leakage Control — The Highest ROI Optimization
Among all optimization measures, air leakage control offers:
Lowest investment cost
Fastest operational improvement
Strongest combined benefit for:
Environmental compliance
Fuel savings
Thermal stability
Longer campaign operation
Typical optimization targets include:
Kiln seals
Preheater access doors
Dust collector hoppers
Expansion joints
Cooling air dilution systems
In many production lines, reducing oxygen by just 1%–3% through leakage control alone can significantly lower corrected NOx values and reduce coal consumption.
8. Operational Philosophy from 20 Years of Field Experience
Based on extensive commissioning and troubleshooting experience across multiple countries and kiln systems, five practical principles stand out:
Always investigate airflow balance first
Differentiate measured values from corrected values
Avoid operating at extreme parameter limits
Coordinate cooler, kiln, and preheater systems together
Long-term stability is more valuable than short-term data optimization
In practice, more than 80% of kiln instability problems are ultimately related to airflow imbalance, leakage, or improper thermal coordination.
Conclusion
The active lime rotary kiln is a highly energy-intensive and strongly coupled thermal system. Environmental compliance, stable production, low fuel consumption, and long campaign operation are not contradictory objectives.
The real enemies are:
Airflow imbalance
Thermal instability
Uncontrolled air leakage
By fully understanding oxygen correction mechanisms, optimizing system-wide airflow balance, stabilizing combustion conditions, dynamically coordinating secondary air and induced draft control, and eliminating chronic leakage points, lime plants can simultaneously achieve:
Stable corrected NOx compliance
High active lime quality rates
Lower coal and power consumption
Reduced ring formation risk
Continuous operation cycles exceeding six months or longer
Because kiln configurations, fuel properties, sealing conditions, and raw materials vary widely across plants, all operational parameters should ultimately be optimized through site-specific testing and historical data analysis.
The future direction of lime kiln management is clear:
Transition from experience-based operation to data-driven, system-oriented thermal process management.